
Fachbeitrag
3D-Druck
26.04.22
Pflicht oder Kür?
Wie man aus digitalen Daten inhouse ein Alveolarmodell fertigt
Es werden immer mehr digitale Daten generiert – auch in den Zahnarztpraxen. Aus diesem Grund müssen Dentallabore in der Lage sein, die digitalen Modelldaten verarbeiten zu können. Auch, um an die oftmals benötigten, physischen Modelle zu kommen. Für alle, die hinsichtlich der Qualität dieser Modelle keine Kompromisse eingehen wollen, besteht die Möglichkeit, diese selbst zu fertigen. 3D-Druck lautet das Zauberwort. Michael Borghorst widmet sich in diesem Artikel der inhouse gefertigten Herstellung des Königs der Modelle: dem Streckstumpf- oder Alveolarmodell, das dank des digitalen Workflows nun viel leichter von Der Hand geht.
Einleitung
Der Bereich der Modellherstellung im Dentallabor unterliegt derzeit einem Wandel. Unter anderem aufgrund der wachsenden Zahl von Intraoral-Scans (IOS) verändern sich die Anforderungen, die von Seiten der scannenden Zahnärzte an das Dentallabor gestellt werden. Mag der modelllose, „rein digitale“ Weg, vom IOS-Scan über die Konstruktion zur Herstellung und Fertigstellung bis hin zum Einsetzen, bei Indikationen wie vollkeramischen Einzelkronen funktionieren, so bleibt bei komplexen Restaurationsformen die Arbeit auf einem physischen Modell obligat. Die Modellherstellung auf der Basis von digitalen Daten ist somit eine Grundvoraussetzung, um als Labor bei den immer häufiger auftretenden digitalen Workflowszenarien in der Zahnarztpraxis weiterhin eine Rolle zu spielen. War das Alveolarmodell in der analogen Herstellung bisher nur bei ausgewählten Anwendungen im Gebrauch (Kür) wird es im digitalen Prozess zur Plicht.
Technik
Aufgrund der Komplexität, die ein dentales Modell darstellt, empfiehlt sich hinsichtlich der in Frage kommenden Fertigungstechnologien der 3D-Druck. Die frästechnische Herstellung ist schlichtweg zu zeit- und kostenintensiv. Zudem treten während der Fräsbearbeitung häufig maschinenbedingte Komplikationen wie etwa nicht ausreichende Anstellwinkel der Achsen auf. Der 3D-Druck ist hierbei klar im Vorteil, da sich damit auch komplexe Geometrien samt Hinterschnitten problemlos herstellen lassen (Abb. 1). Allerdings spiegelt diese theoretische Ansicht nur die halbe Wahrheit wieder. Die passgenaue additive (aufbauende) Fertigung von in Schichten zerlegten (slicen) Modelldaten funktioniert nur im abgestimmten Zusammenspiel des 3D-Druckers mit dem eingesetzten Material und dem Nachbearbeitungsprozess. Maßhaltigkeit in der Herstellung ist oberstes Gebot. Und so reicht es nicht aus, den Druckprozess isoliert zu sehen. Vielmehr muss man ihn im Kontext der gesamten Herstellungskette betrachten.

Alveolarmodelle
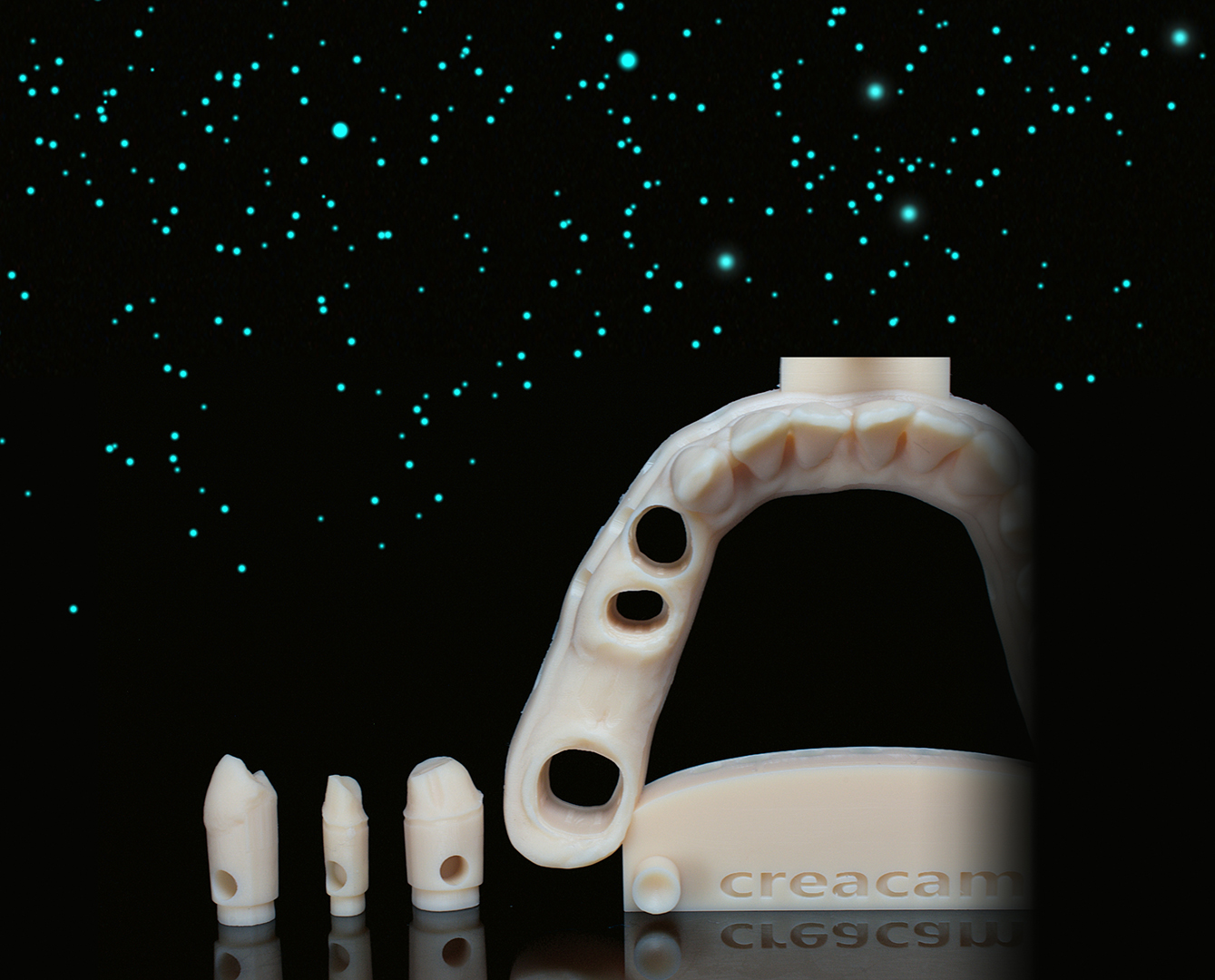
Die Herstellung von Alveolarmodellen stellt an den Fertigungsprozess die höchsten Anforderungen. Neben der Maßhaltigkeit, die das gesamte Modell in Bezug auf den IOS-Scan wiedergeben muss, müssen die Einzelstümpfe präzise und lagerichtig in ihre Alveolenfächern reponiert werde können (Abb. 2).

Vorgehen: Design
Im ersten Schritt wird der Intraoral-Scan aus der Zahnarztpraxis in die 3Shape Dental System CAD-Software geladen, dort beschnitten und ausgerichtet (Abb. 3). Dies erfolgt bereits unter der Prämisse, dass auf der Basis dieser Daten Modelle hergestellt werden sollen (Abb. 4).
Nun wird zuerst die Restauration entsprechend der gewohnten Vorgehensweise auf dem CAD-Modell konstruiert (Abb. 5). Ist die Konstruktion abgeschlossen, kann das 3Shape-Zusatzmodul Modelbuilder gestartet werden. Zur Parametrisierung der Modelle stellt diese Software dem Anwender eine Vielzahl von Einstellparametern zur Verfügung. Diese Parameter entscheiden maßgeblich über die erzielbare Qualität des Alveolarmodells.



Über diese Einstellungen werden die Softwareparameter und Fertigungsgenauigkeit des 3-D-Druckers sowie das Materialverhalten bei der Aushärtung berücksichtigt. In Zusammenarbeit mit envisionTEC wurde für die Kombination des Vida HD 3D-Druckers, E-Model Modellmaterials und othoflash Lichthärtegeräts (alle envisionTEC GmbH) ein Parameterdatensatz (DME) erarbeitet, der dem Labor einen validierten Ablauf an die Hand gibt (Abb. 6). Zur Feinjustage der individuell gewünschten Friktion in den Alveolenfächern stehen zwei Parameter zur Verfügung. Hier können individuelle Vorlieben zur Stumpffriktion adaptiert werden (Abb. 7). Die gesamte Parametrisierung – also die für den gesamten Prozess notwendigen Verarbeitungsparameter – wird envisionTEC-Kunden in Form einer DME-Datei übergeben und erspart so die sonst zeitaufwändige Testphase im Labor.


Digitale Modellherstellung
Da die Ausrichtung und Ausdehnung des Modells bereits bei der Konstruktion der Restauration festgelegt wurde, können diese Schritte im Modelbuilder übersprungen werden. Die in der Konstruktion angezeichnete Präparationsgrenze dient nun als Trennlinie für die Einzelstümpfe. Das Stumpfdesign beinhaltet eine leichte Unterkehlung an der Präparationsgrenze. Der Appendix folgt in der Form der Präparationsgrenze und läuft konisch zu. Zum Modellboden hin endet der Appendix in einer 90°-Stufe. Diese ist wichtig, um einen definierten Tiefenanschlag zu erhalten (Abb. 8). Die Auswirkung von Friktionsunterschieden bei großen oder kleinen Appendixdurchmessern wird bereits in der DME berücksichtigt und automatisch angepasst (Abb. 9). Ebenso automatisch werden in den Modellsockel „Ablauflöcher“ angelegt (Abb. 10). Diese verhindern, dass während des Bauvorgangs Adhäsionskräfte, die beim Abheben entstehen, Verzüge am Modell verursachen. Dies gilt ebenso bei der Anlage von Bissstützen. Hierfür wurde bei envisionTEC ein spezieller Sockel konstruiert, der den Anwender ebenso zur Verfügung steht (Abb. 11).




3D-Druck
Nach der Konstruktion des Alveolarmodells werden die Datensätze in die Prefactory RP-Software von envisionTEC importiert (Abb. 12). Sobald man dort das zu verwendende Material definiert, werden automatisch die validierten Bauparameter geladen (Abb. 13). Um Verzüge beim Bauprozess zu vermeiden, werden die Modelle plan und ohne Stützgeometrien auf der Plattform positioniert. Die Stümpfe stehen senkrecht und erhalten ebenso keine zusätzlichen Stützen.


Zur Vorbereitung des Bauprozesses wird das E-Model Kunststoffmaterial von envisionTEC in die Wanne eingefüllt (Abb. 14). Um eine mögliche Sedimentierung aufzuheben muss das Material vor dem Einfüllen manuell gut durchmischt werden.

Nach dem Berechnen der Schichten (Slices) wird der Bauprozess am Vida HD 3D-Drucker gestartet (Abb. 15). Zur Prozesskontrolle wird die jeweils aktuelle Schicht und der Fortschritt des Bauprozesses im Vida-Display angezeigt (Abb. 16). Nach 35 Minuten ist der Bauprozess abgeschlossen (Abb. 17). Die Entnahme sollte zügig erfolgen. Ein kurzes Abtropfen (5 Minuten) reicht aus (Abb. 18). Das Lösen der Modelle erfolgt mit Schutzausrüstung und einem dünnen Spachtel (Abb. 19). Es muss darauf geachtet werden, dass die verwendeten Handschuhe auch für den Umgang mit flüssigen Kunststoffen zertifiziert sind. Da keine Stützgeometrien verwendet wurden, entfällt somit deren Beseitigung. Die Reinigung erfolgt in direktem Anschluss in einem Spülgerät für 3 x 90 Sekunden in 96-prozentiger Ethanol-Lösung (Abb. 20). Eine zusätzliche, 90-sekündige Reinigung mit unbelastetem 96-prozentigem Ethanol wird empfohlen. Mit Druckluft werden etwaige Ethanol-Rückstände beseitigt. Die anschließende Trocknungszeit der Modelle zum Verflüchtigen des restlichen Alkohols sollte 20 Minuten betragen. Die Lichthärtung erfolgt schließlich im othoflash Lichthärtegerät mit 2 x 300 Blitzen (Abb. 21). Nach dem ersten Belichtungsdurchlauf werden die Modelle und Stümpfe einmal gewendet und erneut belichtet (Abb. 22). Das Einhalten des beschriebenen Prozessablaufs unter Verwendung der validierten Softwareparameter (DME) und Komponenten sorgt für präzise Ergebnisse (Abb. 23 und 24).










Zusammenfassung
Ob Kür oder Plicht – das Alveolarmodell gewinnt in den digitalen Workflowszenarien an Bedeutung. Aufgrund der Abstimmung von Geräteparametern, Materialeigenschaften und Softwareparametern ist es möglich, diesen Modelltyp hochpräzise CAD/CAM-gestützt herzustellen. Die Genauigkeit eines Drucksystems kann nur im Zusammenspiel mit allen eingesetzten Komponenten und Arbeitsschritten zu reproduzierbaren qualitativ hochwertigen Ergebnissen führen. Vom Hersteller in Zusammenarbeit mit Laboren erarbeitete und anschließend validierte Prozessabläufe ermöglichen es dem Anwender, neue Technologien schnell in seine täglichen Arbeitsprozesse einzufügen. Praxisrelevante Integration lautet das Zauberwort. Nicht alles, was theoretisch möglich ist, lässt sich in alltäglichen Prozessen umsetzen. Gerätehersteller und Labor bedürfen der Symbiose, die hier zwischen der envisionTEC GmbH und der CreaCam Frästechnik GmbH erfolgreich geglückt ist.

Fachbeitrag
3D-Druck
26.04.22
Pflicht oder Kür?
Wie man aus digitalen Daten inhouse ein Alveolarmodell fertigt
Weitere Beiträge zum Thema